
Catégories principales de tolérances dans la transformation de l'acier inoxydable
Lors de l'usinage de pièces de précision en acier inoxydable, maintenir un contrôle strict des écarts fait la différence entre un composant haute performance et une ferraille. L'acier inoxydable est réputé pour sa résistance et son comportement thermique, ce qui signifie que nous devons surveiller trois catégories spécifiques de tolérances pour atteindre une précision au micron.
Tolérances dimensionnelles (linéaires et angulaires)
Les tolérances linéaires contrôlent la longueur, la largeur et le diamètre, tandis que les tolérances angulaires régissent l'inclinaison et l'orientation des coupes. Parce que l'acier inoxydable subit des forces de coupe élevées, la gestion de ces limites évite que les pièces échouent lors de l'assemblage. Nous travaillons selon des références standard telles que ISO 2768 pour maintenir des résultats fiables et de haute précision sur toutes les pièces tournées et les composants usinés par fraisage.
Tolérances géométriques (conformité GD&T)
Dimensionnement et tolérancement géométriques (GD&T) va au-delà de simples chiffres pour contrôler la forme réelle, le profil et la relation entre les caractéristiques. Dans l'usinage CNC, il est essentiel de maintenir la véritable forme de la pièce sous une forte contrainte mécanique.
-
- Cylindricité et rondeur : Garantit que les trous forés et les arbres tournés restent parfaitement ronds sur toute leur longueur.
- Concentricité: Maintient plusieurs caractéristiques circulaires partageant le même axe central pour éviter les vibrations de rotation.
- Planéité et parallélisme : Critique pour les faces d'accouplement dans la fabrication de tôles et les blocs usinés de précision afin d'éviter les fuites ou les écarts d'alignement.
Finition de surface & tolérances de rugosité
La rugosité de la surface ($R_a$) influence directement le frottement, l'intégrité du joint et la résistance à la corrosion. Les pièces en acier inoxydable utilisées dans les environnements médical, aérospatial ou marin nécessitent des finitions ultra-lisses pour éliminer les pics microscopiques où les bactéries ou la rouille peuvent s'installer.
| Catégorie de tolérance | Focus principal | Objectifs courants de l'industrie |
|---|---|---|
| Tolérances linéaires | Diamètres, longueurs, épaisseurs | ±0,005 mm à ±0,02 mm |
| Tolérances angulaires | Chanfreins, V-gouges, coupes angulaires | ±0,1° à ±0,5° |
| Conformité GD&T | Concentricité, cylindricité, perpendicularité | Dans un jeu total de 0,01 mm |
| Rugosité de Surface ($R_a$) | Micro-pics et vallées à la surface | $R_a$ 0,4 à $R_a$ 0,8 microns |
Pourquoi l'acier inoxydable remet en question les tolérances de précision
Lors de la fabrication de composants de haute précision, maintenir des limites strictes est une bataille unique contre la physique du métal lui-même. Pour comprendre quelles tolérances doivent être surveillées lors du traitement des pièces de précision en acier inoxydable, nous devons d'abord examiner comment le matériau se comporte sous stress et chaleur.
Faible conductivité thermique & forte dilatation thermique
L'acier inoxydable est réputé pour piéger la chaleur juste à la lame de coupe au lieu de l'évacuer. Combinez cette faible conductivité thermique avec un coefficient de dilatation thermique élevé, et le métal se dilate rapidement lors de l'usinage.
-
- Le problème : La pièce gonfle pendant la coupe.
- L'impact : Si un machiniste ne prend pas cela en compte, la pièce rétrécira une fois refroidie sur le banc de contrôle, ruinant votre la précision dimensionnelle.
Écrouissage et forces de coupe élevées
Lorsque les outils de coupe traversent le matériau, la structure moléculaire de l'acier inoxydable change, le rendant physiquement plus dur devant la passe suivante. Cela l'endurcissement par travail exige des forces de coupe intenses, ce qui déclenche deux problèmes majeurs :
-
- Déflexion de l'outil : La résistance repousse l'outil hors de sa trajectoire prévue, rendant difficile le maintien de tolérances linéaires strictes.
- Usure accélérée des outils : Les outils se dégradent rapidement, ce qui signifie que nous devons constamment appliquer la compensation de l'usure des outils pour maintenir les pièces dans les spécifications.
Comment les nuances d'acier inoxydable varient
Différentes matériaux en acier inoxydable se comportent différemment dans notre atelier, ce qui signifie que notre approche de tolérances d'usinage CNC doit s'adapter à la nuance spécifique :
| Nuance d'acier inoxydable | Comportement d'usinage | Impact sur la tolérance |
|---|---|---|
| Austénitique (304, 316) | Collant, forte dilatation thermique, écrouissage rapide. | Nécessite un refroidissement constant pour maintenir l'écart admissible. |
| Durcissement par précipitation (17-4 PH) | Plus robuste, abrasif, mais offre une excellente la stabilité dimensionnelle. | Plus dur pour les outils mais maintient des tolérances géométriques serrées de manière exceptionnelle. |
Facteurs critiques à surveiller lors du traitement de précision
Atteindre une précision au niveau du micron lors de l'usinage de l'acier inoxydable exige un contrôle absolu de l'environnement de coupe. Si vous ne gérez pas activement les forces physiques en jeu, il devient presque impossible de répondre aux exigences strictes tolérances d'usinage CNC devient presque impossible.
Nous surveillons de près trois facteurs critiques pendant la production pour prévenir les déviations.
Déflexion de l'outil et accumulation d'usure
Les grades d'acier inoxydable comme le 304 et le 316 exercent une pression extrême sur les outils de coupe. Lorsqu'outils poussent contre le matériau dur, la déviation de l'outil se produit, ce qui pousse la fraise à s'écarter du chemin cible.
-
- Le risque : De petites déflexions causent des erreurs dimensionnelles immédiates, en particulier sur des poches profondes ou des parois fines.
- Notre solution : Nous mettons en œuvre une compensation en temps réel de l'usure de l'outil et optimisons les trajectoires pour que nos tolérances standard pour les pièces à 5 axes soient parfaitement verrouillés.
Stress de fixation et de serrage
Maintenir une pièce en acier inoxydable trop fermement peut être aussi dommageable que de la tenir trop lâchement. En raison des forces de coupe élevées générées par le matériau, un maintien sécurisé est nécessaire, mais une pression de serrage excessive déforme la pièce.
-
- L'effet de rebond : Si une pièce est déformée lors du serrage, elle reprendra sa forme initiale après déblocage, ruinant votre dimensionnement géométrique et tolérances (GD&T) conformité.
- Fixation de précision : Nous concevons des dispositifs sur mesure, calibrés en pression, qui répartissent uniformément les forces de serrage pour éviter toute déformation après usinage.
Erreur accumulée (Accumulation de tolérances)
Lorsqu'une pièce de précision nécessite plusieurs réglages ou opérations — comme le tournage suivi du fraisage — les erreurs peuvent rapidement se multiplier. Cela est connu sous le nom de accumulation de tolérances.
-
- Le danger : Alors qu'une seule caractéristique peut se situer dans sa variation admissible individuelle, la variation totale combinée sur plusieurs caractéristiques peut faire sortir complètement la pièce des spécifications.
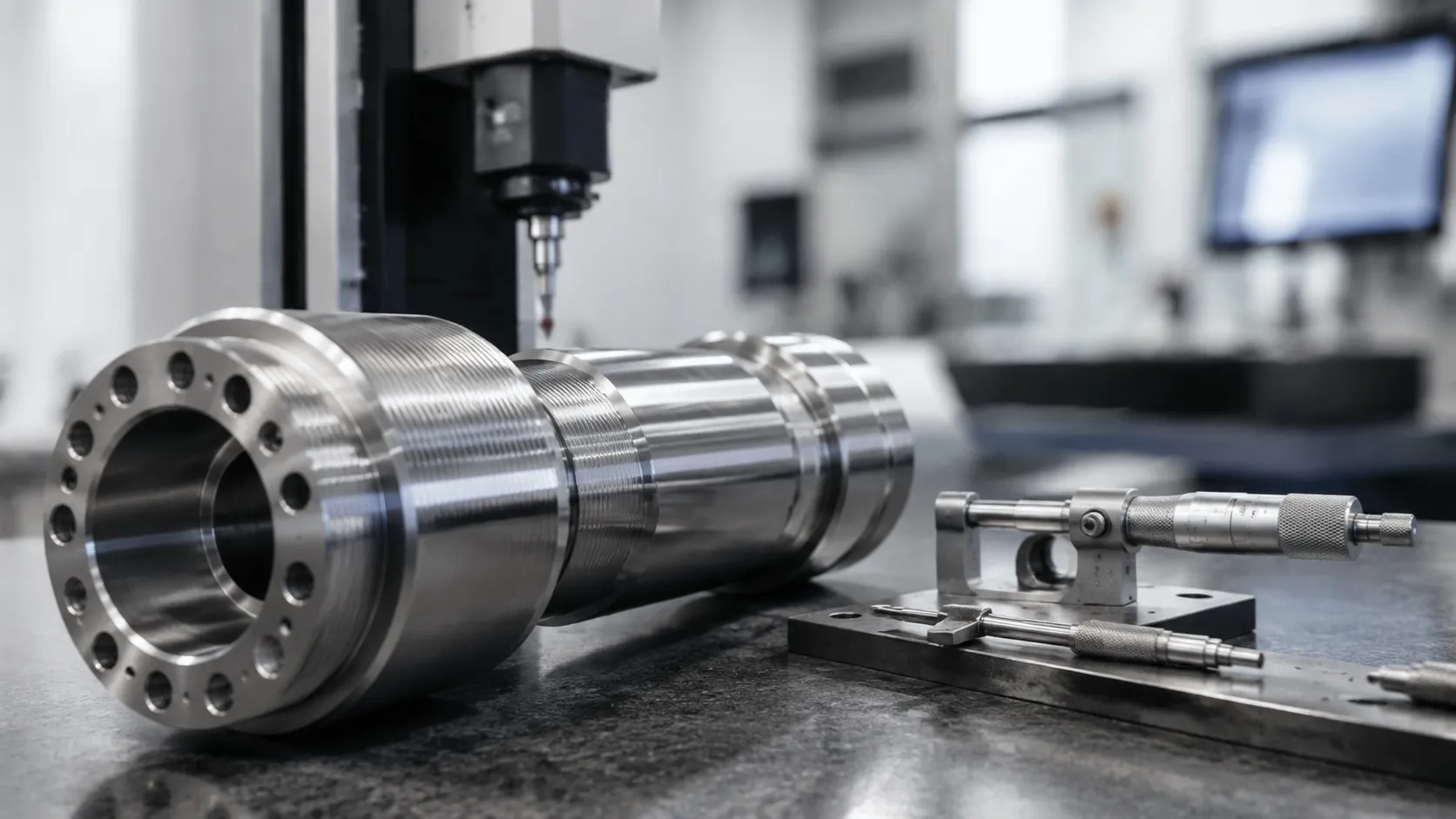
- Atténuation : Nous privilégions l'usinage en une seule mise en place chaque fois que cela est possible et utilisons notre Machine de Mesure Tridimensionnelle (MMT) pour valider les dimensions à chaque étape critique, garantissant que les erreurs cumulatives ne compromettent jamais l'assemblage final.
Post-traitement : Prise en compte des modifications dimensionnelles

Lorsqu'il s'agit de l'usinage de pièces de précision en acier inoxydable, le travail n'est pas terminé lorsque la machine cesse de couper. Les traitements post-traitement peuvent modifier vos dimensions finales. Si vous ne calculez pas ces changements lors de la phase de planification avant usinage, vos tolérances serrées disparaîtront lors de la finition.
Prise en compte des traitements chimiques
Les traitements de surface comme la passivation ou l'électropolissage sont indispensables pour les applications médicales, aérospatiales et alimentaires. Cependant, ils affectent directement votre la précision dimensionnelle:
-
- Passivation : Ce processus élimine le fer libre de la surface pour maximiser la résistance à la corrosion. Bien qu'il ne modifie généralement pas les dimensions de la pièce, tout défaut microscopique de surface existant peut légèrement changer.
- Électropolissage : Il s'agit d'un processus d'élimination électrochimique. Il enlève une couche uniforme de matériau, réduisant généralement les diamètres ou épaisseurs de 5 à 25 microns par côté. Nous ajustons notre tolérances d'usinage CNC initial pour laisser un surplus de matière afin de compenser cette contraction prévisible.
Modifications par traitement thermique
Le soulagement des contraintes et la trempe modifient la structure cristalline de l'acier inoxydable, provoquant de micro-mouvements dans le matériau.
-
- Croissance ou contraction volumétrique : Les grades à haute résistance comme le 17-4 PH se contractent ou s'étendent de manière prévisible lors des traitements de vieillissement.
- Distorsion : Les géométries fines pièces usinées ou à parois minces sont sujettes à la déformation sous contrainte thermique. Nous utilisons des dispositifs de fixation précis lors des cycles de chauffage pour maintenir l'intégrité géométrique.
Planification avant usinage
Pour garantir précision au niveau micron Lors de la livraison finale, nous procédons à une rétro-ingénierie de la séquence de fabrication en utilisant un cadre strict de Conception pour la Fabricabilité (DFM).
| Type de traitement | Impact Dimensionnel | Stratégie d'Usinage |
|---|---|---|
| Électropolissage | Retrait de matière (5-25 microns) | Surcharge de la machine |
| passivation | Changement négligeable | Machine à taille nominale |
| Traitement thermique (17-4 PH) | Contraction prévisible (~0,05-0,1%) | Compensation via les décalages CAM |
Nous intégrons chaque variable chimique et thermique dans notre programmation initiale. Pour les projets très sensibles, tels que ceux nécessitant une précision extrême services de usinage CNC pour l'emballage et l'équipement de transformation alimentaire, cette planification proactive des marges garantit que les pièces finales correspondent exactement au plan après tous les traitements.
Comment ZSCNC garantit des tolérances strictes dans le traitement des pièces de précision en acier inoxydable
Atteindre une précision au niveau du micron dans le traitement des pièces de précision en acier inoxydable ne laisse aucune place à l'erreur. Chez ZSCNC, nous nous appuyons sur un système en boucle fermée composé de machines avancées, de l'expertise d'ouvriers qualifiés et d'une métrologie rigoureuse pour garantir que chaque pièce répond à vos spécifications exactes.
Notre installation est optimisée pour gérer la résistance mécanique extrême et les défis thermiques propres à l'acier inoxydable, assurant une tolérance répétable et précise pour les industries mondiales les plus exigeantes.
Infrastructure de Production Interne
Nous contrôlons l'ensemble de l'environnement de fabrication du début à la fin. Notre atelier dispose de centres d'usinage CNC multi-axes conçus pour une rigidité extrême, ce qui minimise la déviation des outils et amortit les vibrations lors des cycles de coupe intensifs.
-
- Cadres de Machine Rigides : Empêchent le décalage géométrique lors de longues séries de production.
- Systèmes de Stabilisation Thermique : Surveille activement et compense les variations de température ambiante pour maintenir la stabilité dimensionnelle.
- Distribution de liquide de refroidissement à haute pression : Fournit le liquide de refroidissement directement dans la zone de coupe pour atténuer la faible conductivité thermique de l'acier inoxydable.
Matriciel de Compétences Techniques
Les machines avancées ne sont aussi performantes que les opérateurs qui les manipulent. Nos équipes d'ingénierie et d'usinage apportent des décennies d'expérience combinée dans la gestion de plans de tolérances géométriques (GD&T) pour les marchés internationaux.
| Capacité | Application Pratique en Acier Inoxydable | Avantage pour le Client |
|---|---|---|
| Compensation de l'usure des outils | Décalages en temps réel calculés lors des cycles d'usinage. | Tolérances linéaires cohérentes sur de grands lots. |
| Revue Avancée DFM | Optimisation de la géométrie des pièces avant la coupe du matériau brut. | Élimine les risques inattendus de cumul de tolérances. |
| Conception Personnalisée de Fixations | Construction de dispositifs spécialisés pour minimiser la contrainte de serrage. | Prévient la déformation des pièces sur des pièces tournées à paroi fine. |
Alors que nos processus spécialisés sont ajustés pour des alliages difficiles comme l'acier inoxydable 316 et 17-4 PH, notre équipe applique ces mêmes protocoles stricts à tous les projets de haute précision, reflétant les normes rigoureuses que nous utilisons pour gérer tolérances d'usinage CNC en aluminium dans des applications d'automatisation à haute vitesse.
Validation Métrologique
Nous ne revendiquons pas seulement la précision — nous la validons. Notre laboratoire d'assurance qualité fonctionne sous des contrôles environnementaux stricts pour garantir que chaque mesure est absolue et exempte d'expansion thermique.
Notre matrice de métrologie comprend :
Machines de Mesure de Coordonnées (MMC) : Fournit une validation automatisée des caractéristiques géométriques complexes telles que la concentricité, la cylindricité et la position réelle.
Profilomètres Optiques : Mesure la rugosité de surface (Ra) pour assurer la conformité aux exigences d'étanchéité et de friction.
Calibrateurs de Filetage et de Jauges : Vérifiés régulièrement selon des normes internationales traçables pour garantir une compatibilité mondiale.